









焊接螺旋风管的技术要求
(1)手工电弧焊时焊机应采用直流反接,亚弧焊时应采用直流正接。
(2)在焊接前,应将焊丝用不锈钢丝刷掉表面的氧化皮,并用丙s酮清洗,然后进行烘干,随取随用。
(3)打底焊时焊缝厚度应尽量薄,这样利于与根部熔合良好;收弧时要成缓坡形,如有收弧缩孔,应用磨光机磨掉。必须在坡口内引弧熄弧,熄弧时应填满弧坑,防止弧坑裂纹。
(4)为了防止碳化物析出敏化及晶间腐蚀,应严格控制层间温度和焊后冷却速度,所以要求焊接时层间温度控制在60℃以下。
(5)在施焊时尽量使用亚弧焊摇把技术,该技术能很好的控制焊层表面颜色以及成形,焊接效果比较理想。
螺旋风管应避免在风管焊缝及其边缘处开孔,后一步就是焊接后,应注意清除焊缝处的熔渣,并用不绣钢丝刷或铜丝刷刷出金属光泽,再用酸洗膏进行酸洗钝化,后用热水清洗干净。
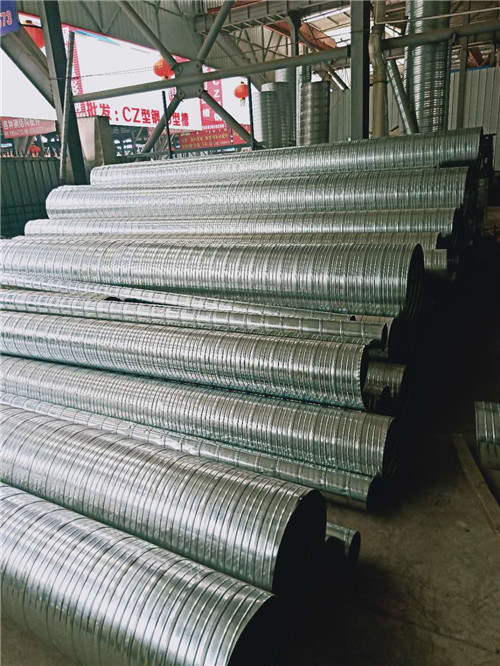
机制的螺旋风管具有的优点
(1)密封性好。
(2)强度与刚性均好。
(3)通风阻力小,通风噪声小,圆管优于方管。
(4)安装方便,连接点少。
(5)档次高,外表美观。
使用材料
材质常用镀锌铁带(俗叫星铁),不锈钢带,软铝带,材料厚度:0.3至1.2毫米材料宽度:125毫米制管直径φ125至φ1500毫米(直径与厚度适当配合),螺旋风管视频,无级选择。
通风工程降低造价方法
由于螺旋风管有骨(螺旋形咬缝)可提高强度30%,故可选用较薄的材料,螺旋风管价格,比如0.8毫米的厚度可改为0.6毫米。
螺旋风管中疑惑的分析与讲解
风管中,其螺旋风管这一大类,是应用非常广泛的,而且也是经常会使用到的一种风管,所以说,其的学习与了解工作,是很有必要来进行的,而且还不能马虎对待。那么,基于上述要求,下面我们来着手进行吧,使大家通过学习从中受益。
对于螺旋风管,其生产制造,可以实现批量化生产吗?
这个话,对宏宾铁业是没有任何问题的,因为从目前来看,该风管的生产,螺旋风管安装,已经实现了系统化和自动化,并且在质量控制上,也可以做到很好,安丘螺旋风管,所以实现批量化生产,是完全没有问题的,还可以保证有好的产品质量。
您好,欢迎莅临宏宾铁业,欢迎咨询...





